- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

додому > Продукти > Свердлильний нарізний фрезерний верстат > Свердлильний верстат з ЧПУ > Машина для буріння та постукування





Машина для буріння та постукування
Як один із професійних виробників у Китаї, Yueli хотів би надати вам машину для буріння та постукування. І ми запропонуємо вам найкращу послугу після продажу та своєчасну доставку.
Модель:LY-650
Надіслати запит
Опис продукту
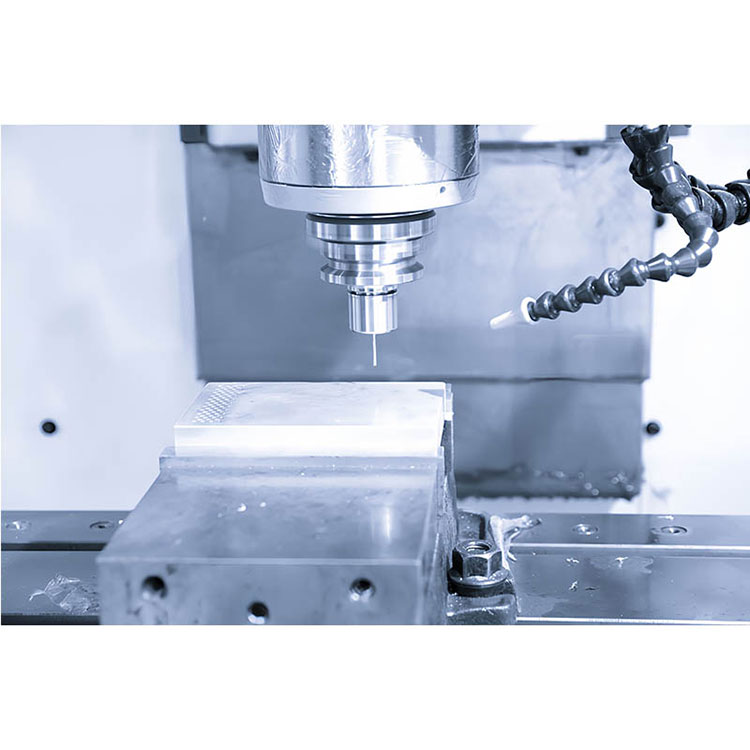
Машина для буріння та постукування LY-650
Yueli, авторитетний виробник у Китаї, готовий запропонувати вам свердління та натискання машини. Ми обіцяємо надати вам найкращу підтримку після продажу та оперативну доставку.
Вступ до продукту:
Огляд функцій:
Спеціалізується для невеликих пористих деталей та обробки продуктів. Він підходить для обробки деталей мобільного телефону, комунікаційного обладнання, аерокосмічного простору, автомобільних локомотивів, інструментів та лічильників, легкої промисловості та текстилю, електронних приладів та виробництва машин, а також міді, алюмінієвих електродів та інших промислових промислових виробів;
Основна структура виготовлена з чавуну високої міцності, і після відпалу для зняття стресу та природного лікування старіння точність ліжка міцна і стабільна, тривалий час не деформації;
Прийняти шпиндель з високою точністю прямого переходу, щоб реалізувати швидкісну обробку заготовки; Використання системи охолодження температури масла може знизити підвищення температури, спричинене високошвидкісним обертанням шпинделя, ефективно покращити теплове розширення шпинделя та підвищити точність обробки;
Магазин інструментів затискача використовується для покращення швидкості зміни інструменту та точності верстатів, а ємність зберігання інструментів - 16 або 21 штук;
База фюзеляжу приймає задню конструкцію похилого структури, яку легко очистити відходи всередині верстатів;
Структурна конструкція високої стовпчика збільшує відстань між носом кінцем шпинделя та робочим столом, що більше підходить для встановлення та застосування четвертих компонентів валу та робить область обробки ширшою.
Автоматичне масляне змащування, переривчастий час кількісного контролю впорскування масла, тривале змащення рухомих деталей;
Довідкова специфікація
|
Механічний параметр |
одиниця |
T650 |
T850 |
T1000 |
T1200 |
|
Триосні подорожі |
мм |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Розмір таблиці |
мм |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
Т-проміжок |
мм |
5-18х80 |
4-16х100 |
5-18х80 |
5-18х100 |
|
Максимальна ємність підшипника таблиці |
кг |
300 |
500 |
600 |
700 |
|
Відстань від шпиндельного кінця обличчя до робочої поверхні |
мм |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Відстань від центру шпинделя до направляючої стовпці |
мм |
541 |
580 |
580 |
605 |
|
Характеристики Rail Axis |
мм |
35 |
35 |
35 |
30 |
|
Технічні характеристики в осі Y |
мм |
30 |
35 |
35 |
35 |
|
Специфікація Z Axis Rail |
мм |
35 |
35 |
35 |
35 |
|
X/Y/Z Гвинт -специфікації |
мм |
32x16 |
36x16 |
36x16 |
36x16 |
|
Специфікація шпинделя |
|
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
BT30/φ 100 |
|
Максимальна швидкість шпинделя |
об / хв |
20000 |
20000 |
20000 |
20000 |
|
Шпиндельна потужність |
kw |
5.5 |
5.5 |
5.5 |
7.5 |
|
X/y/z Три-осячна потужність двигуна |
kw |
1,5/1,5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X/y/z Швидка максимальна швидкість |
м/мій |
48 |
48 |
48 |
48 |
|
X/y/z Максимальна швидкість різання |
мм/хв |
10000 |
10000 |
10000 |
10000 |
|
Три-осі позиціонування |
мм |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
± 0,003/300 |
|
Три повторювану точність позиціонування вісь |
мм |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
± 0,002/300 |
|
Специфікація тиску повітря |
кг/см2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Розмір машини |
мм |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Машинна вага |
T |
3.2 |
4.5 |
5.3 |
6.5 |
Різноманітні варіанти системи ЧПУ

Сила компанії

Виробничий процес
1, чавун високотемпературною печі та старінням більш ніж шести місяців.
2, сувора процес складання (залізнична збірка, свинцевий гвинтовий збірник, підшипник тощо).
3, вишукана технологія вискоблювання (скребок двигуна, скребок кінця шпинделя, скрепер для встановлення стовпців).
4, наукове виробництво, відстеження всього процесу системи контролю якості.

Система забезпечення якості
1. При виявленні похибки кроку прямолінійність лінійної осі направляючої рейки в напрямках XX та YY може бути випробувана одночасно.
2, переконайтеся, що точність обробки та складання кожної частини верстатів. Вимірюються формальна точність позиціонування та повторна точність позиціонування верстатів.
3, вся машина виявляє точність вертикального ступеня шпинделя та площини таблиці, а точність необхідна для забезпечення 0,01 мм.
.
5. Машина виявляє вертикальність направляючої рейки XY Axis, що вимагає точності в межах 0,005 мм.

Гарячі теги: Машина для буріння та постукування
Пов'язана категорія
Машина для автоматичного свердління
Свердлильний верстат з ЧПУ
Верстат з ЧПУ
Ручний свердлильний верстат
Машина спеціального призначення
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.
Супутні товари