- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

додому > Продукти > Свердлильний нарізний фрезерний верстат > Свердлильний верстат з ЧПУ > Фрезерний верстат для свердління з ЧПУ та 4-ю віссю








Фрезерний верстат для свердління з ЧПУ та 4-ю віссю
Yueli, професійний виробник і постачальник у Китаї, представляє фрезерний верстат для свердління та різьблення з ЧПУ з 4-ю віссю, рішення заводського рівня, призначене для точної обробки металу, підвищення продуктивності, точності та економічності.
Надіслати запит
Опис продукту
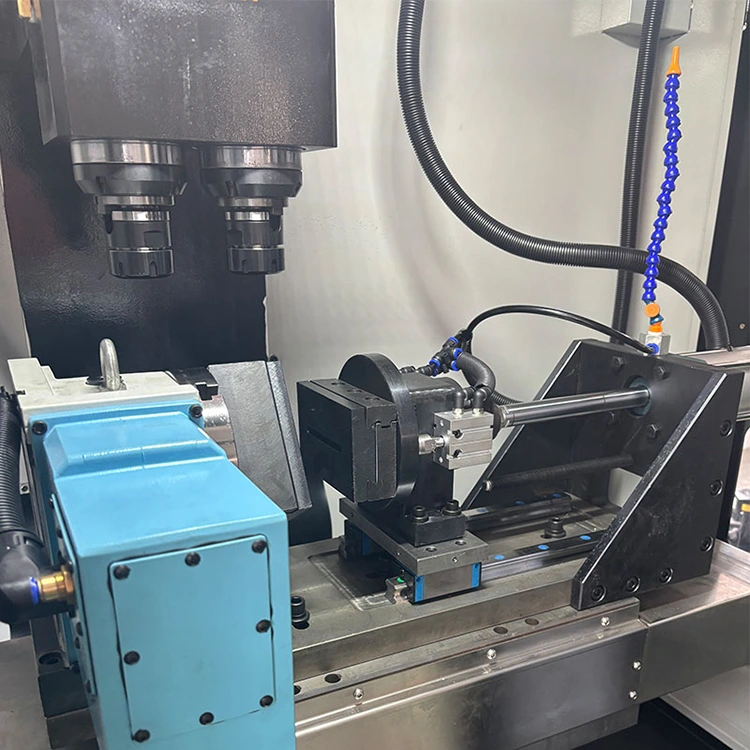
Як надійний провідний китайський виробник, фрезерний верстат для свердління та різьблення з ЧПУ Yueli з 4-ю віссю розроблено для високоточної багатопроцесорної обробки металу. Це передове рішення поєднує функції свердління, нарізання різьби та фрезерування з системою 4-ї осі, допомагаючи виробникам підвищити продуктивність, зменшити витрати на оплату праці та досягти постійної точності обробки складних компонентів.
Що це за машина?
Фрезерний верстат для свердління та нарізання мітчиків із ЧПУ з 4-ю віссю — це високоефективне багатофункціональне рішення для обробки, розроблене для операцій свердління, нарізання мітчиків і фрезерування на різних
Основні характеристики та переваги
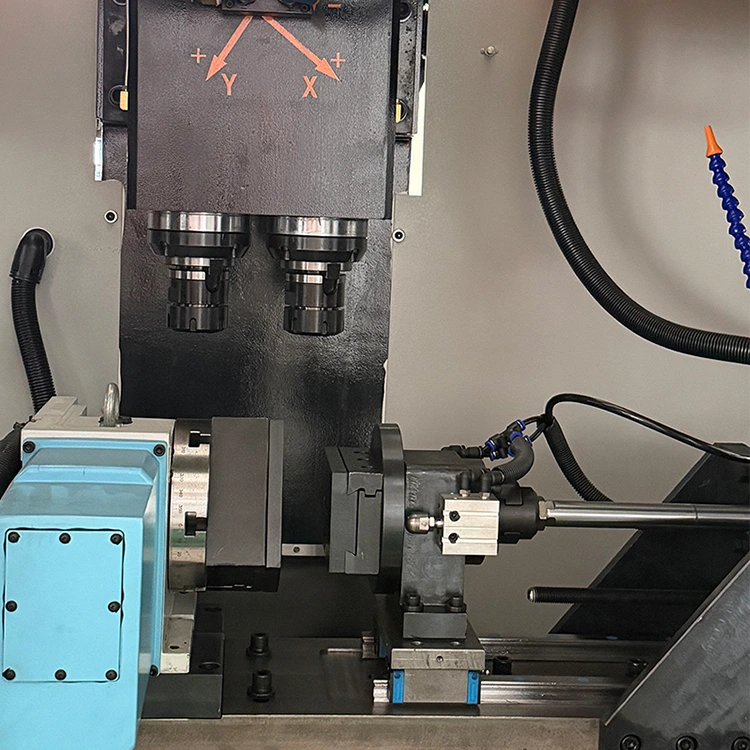
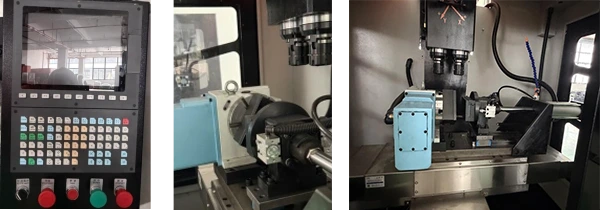
Удосконалена система керування ЧПК
· Тайванська система ЧПК з інтуїтивно зрозумілим сенсорним інтерфейсом
· Просте програмування та швидке навчання
· Стабільна робота для постійного промислового використання
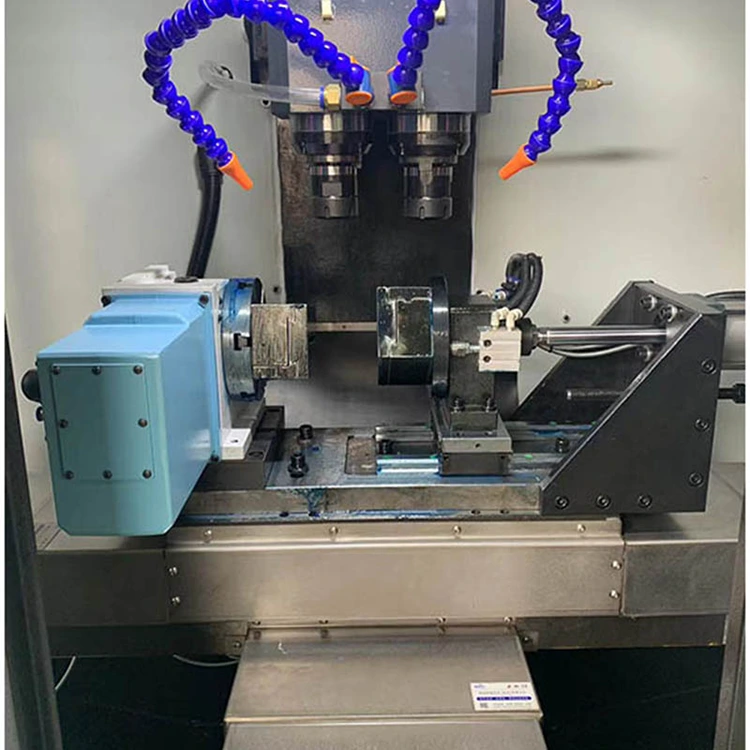
Можливість багатофункціональної обробки
· Підтримує свердління, нарізання різьби та фрезерування на обох осях
· Жорстке нарізання різьби завдяки серводвигуну шпинделя потужністю 5,5 кВт
· Регулювання швидкості (0–3000 об/хв) для гнучкої обробки
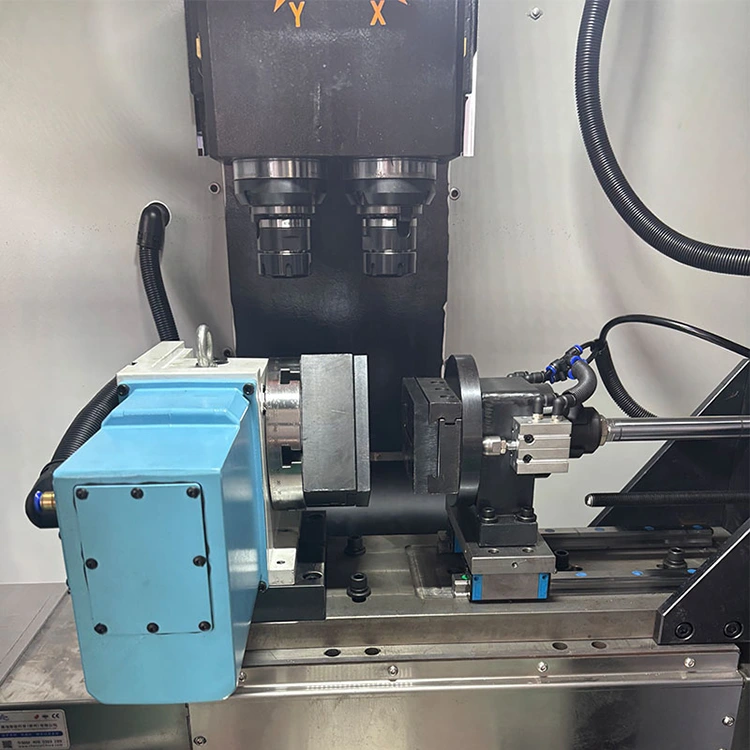
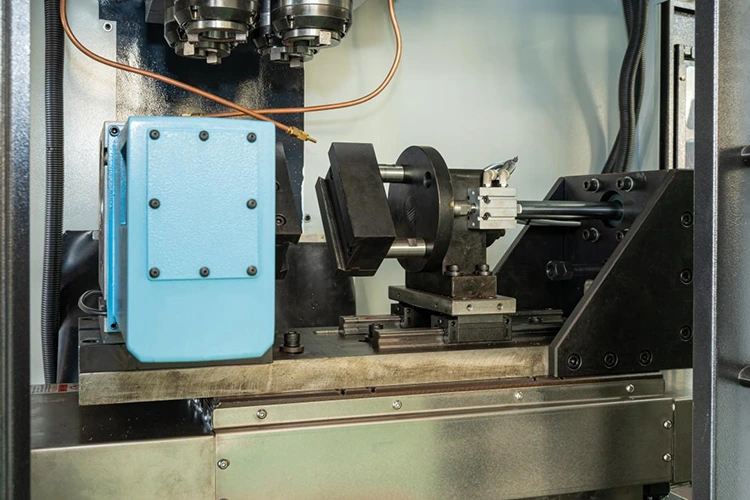
Інтеграція 4-ї осі
· Дозволяє обробку під кількома кутами та декількома поверхнями
· Підвищує продуктивність за рахунок скорочення часу на зміну позиції
· Висока точність і повторюваність індексації
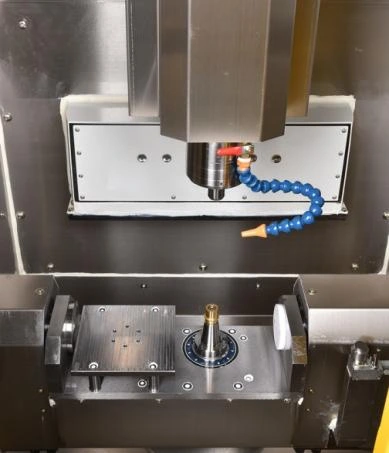
Висока точність і стабільність
· Кулькові гвинти та лінійні напрямні забезпечують плавний рух
· Повторна точність позиціонування відповідає суворим стандартам допуску
· Міцна структура забезпечує стабільну продуктивність різання
Компоненти промислового рівня
· Лінійні рейки HIWIN і кулькові гвинти преміум-класу
· Імпортні пневматичні компоненти для надійності
· Повністю закритий захист для чистого та безпечного робочого простору
Контурне креслення обладнання

Технічні параметри
|
|
Назва та характеристики |
2-осьова лінійна напрямна серії 50 |
|
Технічні характеристики |
|
ZSK 520 |
|
Макс. Хід осі X (ходовий гвинт) (мм) |
400 мм |
|
|
Макс. Хід осі Y (ходовий гвинт) (мм) |
280 мм |
|
|
Діаметр гільзи шпинделя (мм) |
105 мм |
|
|
Конус шпинделя |
BT40 |
|
|
Z1/Z2/Макс. Хід (мм) |
110 мм |
|
|
Центральна відстань шпинделя (мм) |
120 мм або 240 мм (додатково) |
|
|
Поверхня шпинделя до поверхні столу (мм) |
250/500 мм |
|
|
Центральна лінія шпинделя до напрямної поверхні (мм) |
250 |
|
|
Макс. Діаметр свердління (мм) |
50 мм |
|
|
Макс. Діаметр нарізки (мм) |
50 мм |
|
|
Швидкість шпинделя (об/хв) |
0-3000 об/хв |
|
|
Потужність двигуна шпинделя (кВт) |
5,5 кВт |
|
|
Габаритні розміри (Д×Ш×В): |
1700*1850*2250 |
|
|
Вага машини (кг) |
1600 кг |
|
Основна конфігурація
|
НІ |
Ім'я |
Конфігурація |
Кількість |
Зауваження |
|
|
1 |
Система ЧПК |
Тайвань Іту |
1 одиниця |
|
|
|
2 |
Серводвигун |
Іту |
4 одиниці |
2x гальмівні двигуни |
|
|
3 |
Серво шпинделя |
Huahong |
1 одиниця |
5,5 кВт |
|
|
4 |
Електричні компоненти |
Гуобяо |
1 комплект |
|
|
|
6 |
кульковий гвинт |
Дінгхан |
3 палички |
Крок: вісь Z 10 мм; Осі X/Y 16 мм |
|
|
7 |
Бак для охолоджуючої рідини |
|
1 комплект |
|
|
|
8 |
Лінійна напрямна |
HIWIN |
6 шт |
|
|
|
10 |
Система видалення стружки |
Тайвань Іту |
1 |
Автоматичний конвеєр стружки |
|
4-а вісь
|
немає |
Назва параметра |
Технічні характеристики |
Зауваження |
|
1 |
Висота центру 4-ї осі |
135 мм |
|
|
2 |
Діаметр передньої панелі |
150 мм |
|
|
3 |
Т-подібні прорізи на передній панелі |
4-12 |
|
|
4 |
Коефіцієнт зменшення |
1:36 |
|
|
5 |
Макс. Швидкість обертання |
80 об/хв |
|
|
6 |
Допустимий момент різання |
35 кг/м |
|
|
7 |
Тиск затиску |
20 кг/м² |
|
|
8 |
Момент затиску |
35 кг/м |
|
|
9 |
Точність індексування |
20 сек |
|
|
10 |
Повторюваність |
4 сек |
|
|
11 |
Допустиме навантаження |
140 кг |
|
Застосування продукту
Фрезерний верстат для свердління з ЧПУ та 4-ю віссю широко використовується в:
· Виробництво сантехніки та сантехніки
· Компоненти протипожежного клапана та керування рідиною
· Автомобільні та мотоциклетні запчастини
· Побутова техніка
· Аерокосмічне та точне машинобудування



Процес і виробництво
1. Чавун проходить високотемпературний відпуск і витримку більше шести місяців.
2. Суворі процеси складання (складання лінійних напрямних, кулькових гвинтів, підшипників тощо).

3. Чудова техніка скребка (скребання основи двигуна, торця шпинделя, скребка поверхні кріплення колони).

4. Наукове виробництво та виробництво з повністю відстежуваною системою контролю якості протягом усього процесу.
Гарантія якості
1. Під час виявлення помилки кроку прямолінійність лінійних напрямних рейок у напрямках XX і YY можна вимірювати одночасно, забезпечуючи точність обробки та складання кожного компонента машини. Вимірюється фактична точність позиціонування та точність повторного позиціонування верстата.
2. Проведіть перевірку перпендикулярності шпинделя та площинності робочого столу на всій машині, забезпечуючи точність у межах 0,01 мм.
3. Проведіть повну перевірку перпендикулярності між напрямною осі Z та робочим столом, забезпечуючи точність у межах 0,01 мм.
4. Проведіть повну перевірку перпендикулярності між напрямними по осі X і Y, забезпечуючи точність у межах 0,005 мм.


Гарячі теги: Фрезерний верстат для свердління з ЧПУ та 4-ю віссю, Китай, постачальники, виробники, фабрика, ціна, якість, пропозиція
Пов'язана категорія
Машина для автоматичного свердління
Свердлильний верстат з ЧПУ
Верстат з ЧПУ
Ручний свердлильний верстат
Машина спеціального призначення
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.
Супутні товари